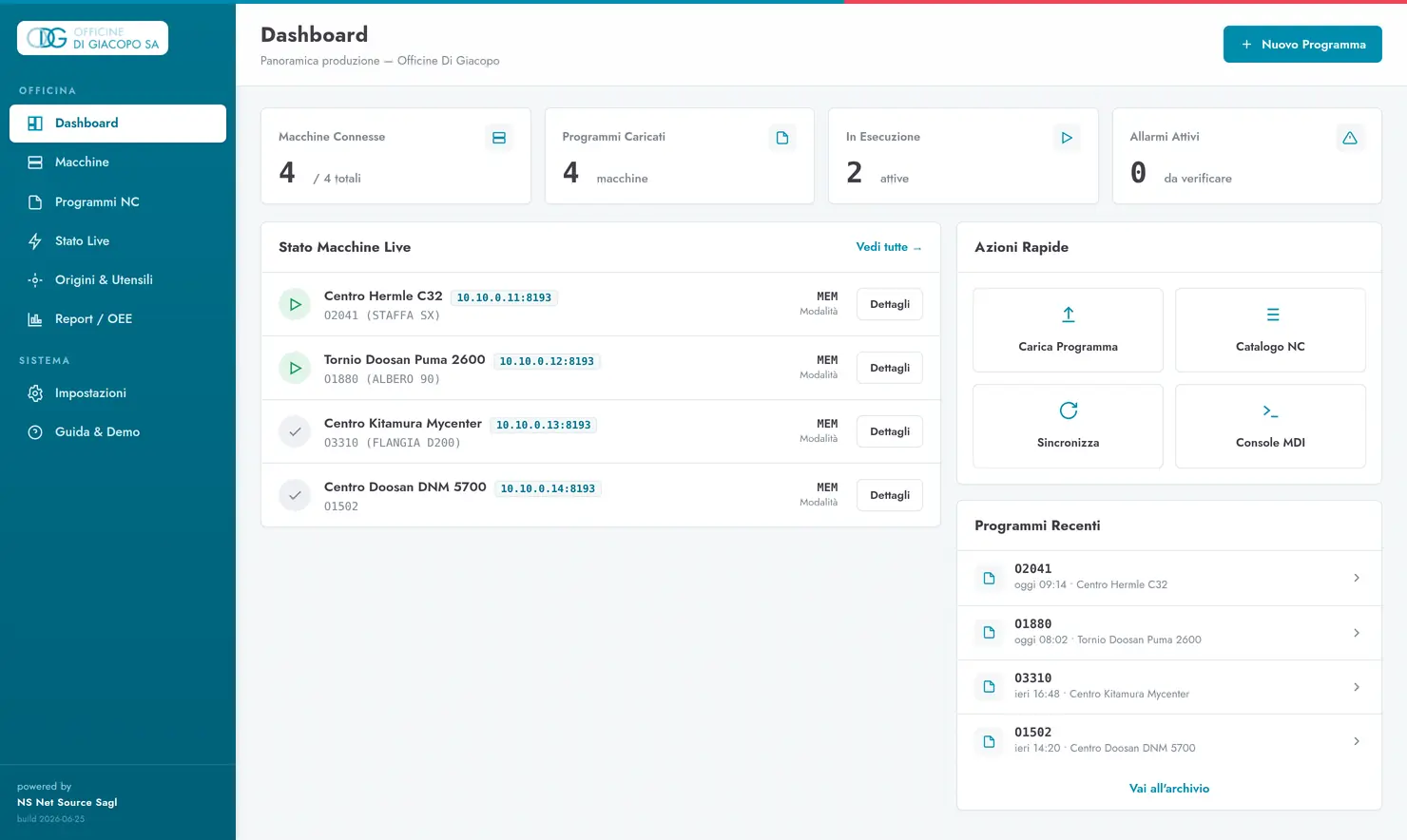
The machines on the network
- Every machine connected to the workshop network, through the port it already had.
- Where there was no network port, the connection goes over serial.
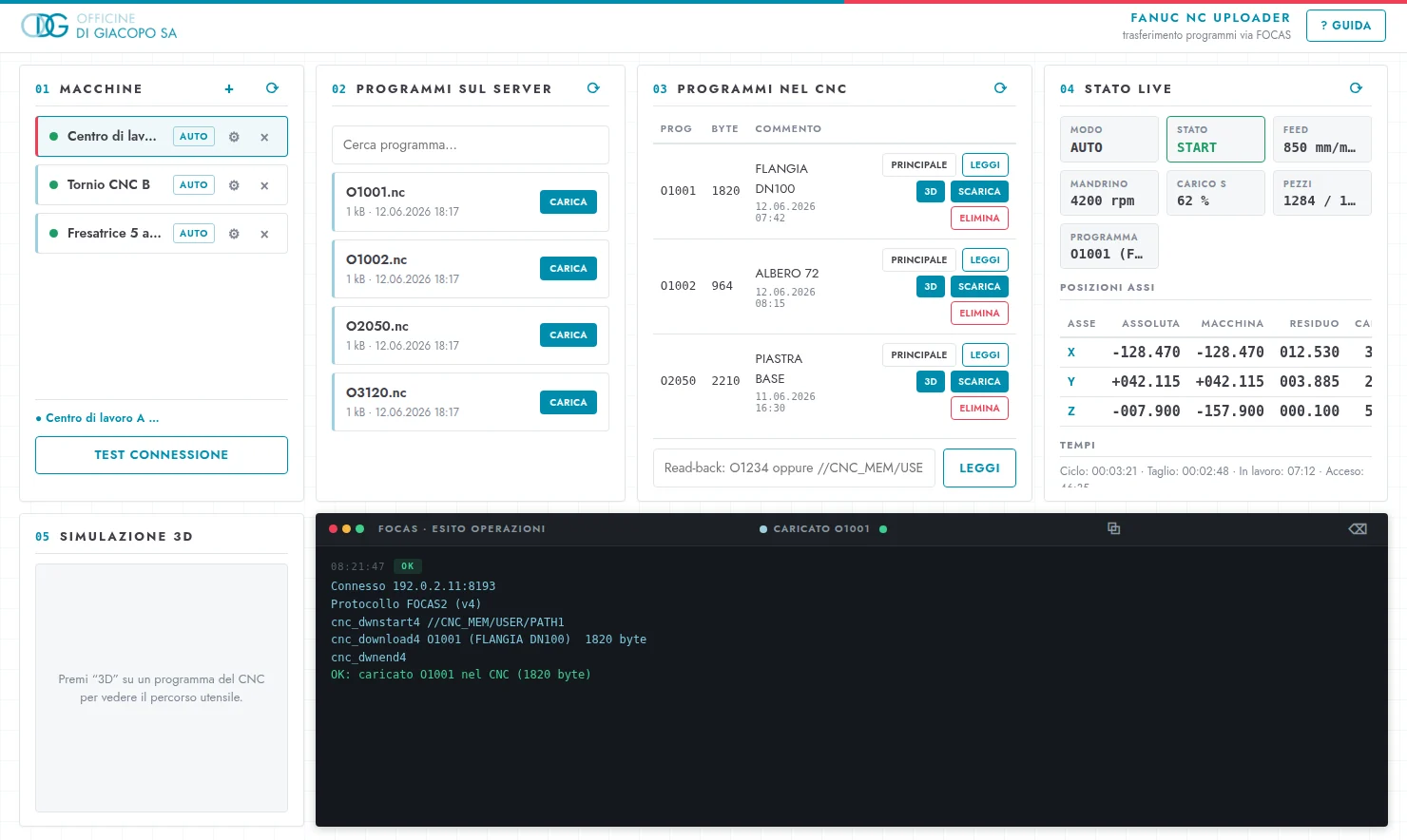
- Programs travel from the server to the control, with no USB sticks and no cable carried by hand.
- One software layer over three different protocols: the application thinks in “machines”, not in protocols.